
Understanding the Powdered Metal Process: Spotlight on Compacting
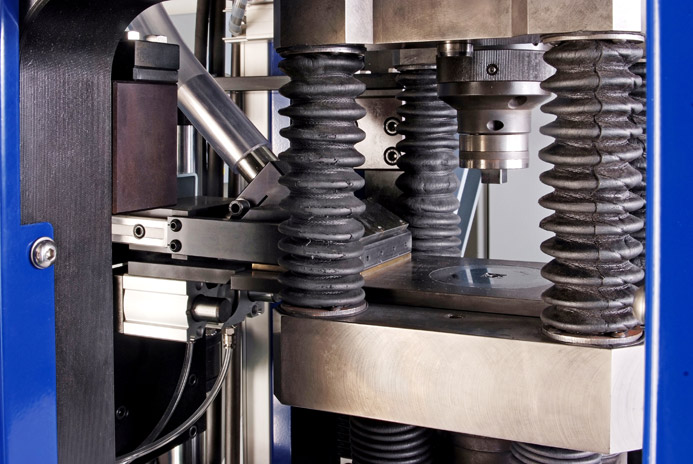
This first fabrication or configuration of a P/M bearing begins with the pressing process. In most cases the first serious problems to be encountered in the powdered metallurgy process are usually found when pressing powder into shapes. This phase of powdered metallurgy is referred to as compacting or pressing.
Compacting or pressing of metal powders is divided into the following two areas:
Hot Pressing
Cold Pressing
Hot pressing is the compaction of powder at elevated temperatures. It is usually a dual technique where the metal powders are compacted and sintered at the same time. The hot pressing technique is used mostly in the manufacturing of carbide cutting tools and in a few specialized applications.
Cold pressing can be further divided into the following processes:
Axial Pressing (Conventional Pressing)
Isostatic Pressing- a technique where pressure is applied uniformly to the metal powders.
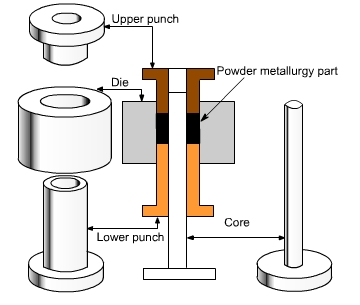
Cold pressing is the method of applying pressure upon a column of loose (apparent density) metal powders in a closed die to form a green compact. This method of compaction is used more than any others and accounts for the great majority of parts fabricated by the powdered metallurgy process.
To better understand the pressing operation a few important principles involved in the process will be discussed. It has been found that powders do not behave under pressure, in a cold die, in the same way as a liquid. Pressure exerted on a liquid in a closed container is transmitted evenly in all directions. This is not the case with metal powder. When metal powders are pressed in a closed die they flow mainly in the direction off the applied pressure.
The effects of pressure on metal powders depend on a number of variables and included among them is the powder itself. Pressing of metal powders depend upon their physical characteristics and properties. These include particle size, shape, composition, and size distribution. The type of powder and its method of manufacture also influences its behavior under pressure in a cold die.
Usually it is important that the density of the compact be as uniform as possible throughout its entire height. Uneven distribution of density in a compact is caused by pressure not being transmitted through the green shape without a drop (loss) due to friction. The influence of die friction upon the density distribution in compacts is an important consideration when producing parts. Uniform density is essential to insure dimensional consistencies during sintering. In pressing any P/M part, whether simple or varying in shape it is important that the compression ratio remains the same throughout the cross section of the part.
The pressure required to obtain a given green density depends upon the metal powder material being pressed. Excessive pressures can present some complex problems such as punch and die fractures, slip cracks and cleavage fractures in the green part. Although high pressures are required for pressing high density shapes they should not be excessive.
Another pressing operation usually performed on P/M parts when required is sizing or repressing. Generally this operation is performed after the first sintering operation. This special pressing operation is frequently necessary to hold dimensional tolerances beyond the capacity of the green compacting operations. When extremely accurate dimensions are required the P/M part or parts must be repressed because of dimensional changes during the sintering operation. This is a rapid operation usually performed on high speed presses.
The principal steps in the processes of compacting metal powders with presses are:
Feeding the powder into the die cavity
Compacting the powder into the required shape by applying pressure.
Removing the shaped part from the press
The earlier presses used for compacting metal powders were developed by modifying pharmaceutical pill and small stamping presses. The modified pharmaceutical and stamping presses possessed poor rigidity characteristics and consequently, good punch and die alignment could not be maintained. They also required quite a bit of set up time to change dies and punches because of the lack of adjustability and controls. The tonnage capacity of the modified pressing equipment was quite small therefore only small simple parts with less density could be produced.
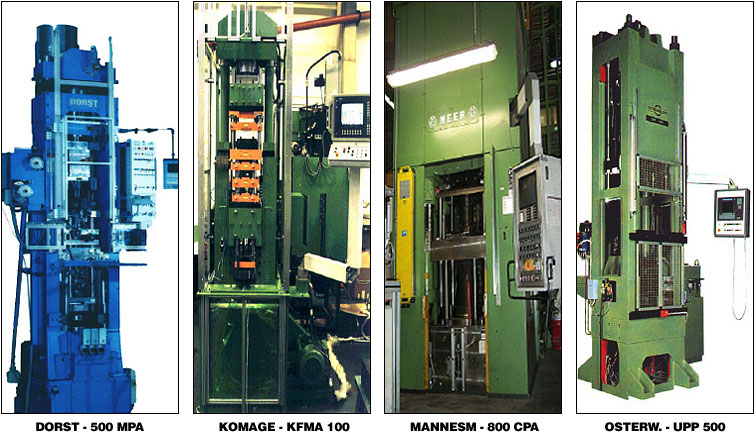
Today standard equipment is available in a wide range of tonnage capacity depending on design and type of equipment. Refinements in design and utilization of better and stronger material have greatly improved the rigidity and accuracy of current equipment.

The majority of P/M parts are compacted by mechanical means. Mechanical presses, in general, are used for making parts in the lower pressure range because their speed exceeds those of hydraulic presses in most cases. The two basic categories of P/M compacting presses are mechanical and hydraulic. The main difference between the two are the mechanism for providing the source of energy to the compacting tools.

For more information on Powdered Metal Bearings follow the links below:
P/M Oil impregnated Bronze Bearings
Also look for additional blogs on the other steps in the Powdered Metallurgy Process
Inventory Management Programs- Cost Saving Strategies

Maganese Bronze Application Spotlight
