Tips for Optimal National Die Alloy Performance

Drawing
– Die and punch radii should be generous as compared to the drawn metal. It is suggested that the radius of the die be approximately 4 ½ times of the thickness of the drawn metal. The punch radius should be 8 times the metal thickness
Pressure
– National Die Alloy must have a steel or iron backup when used for drawing. Dies should be solidly backed up and seated. Hold down pressures should be increased to avoid wrinkles on the draw wall. Where pressures cannot be increased a draw bed is helpful.

Finish
-Highly polished surfaces are required and must be maintained to avoid metal pickup. Metal pickup can score the drawn metal or the die. A 5-8 micro-inch finish is preferred.
Break In
-For optimum performance, a new die can be run in by using a thick, unsalked lime water slurry (strained) or a silica teflon dry lubricant for the first 35 pieces. After this running period regular draw lubricants can be used. For increased lubricity, dry lubricants can be added if desired. For drawing stainless steel, lubricants should have a higher film strength than those used for carbon steels.
Shrink Fit
– A shrink interference fit of .001” per inch of diameter is recommended. Standard procedure is to pack the die in dry ice rather than over heat the back up ring.

MFG Day Is Tomorrow
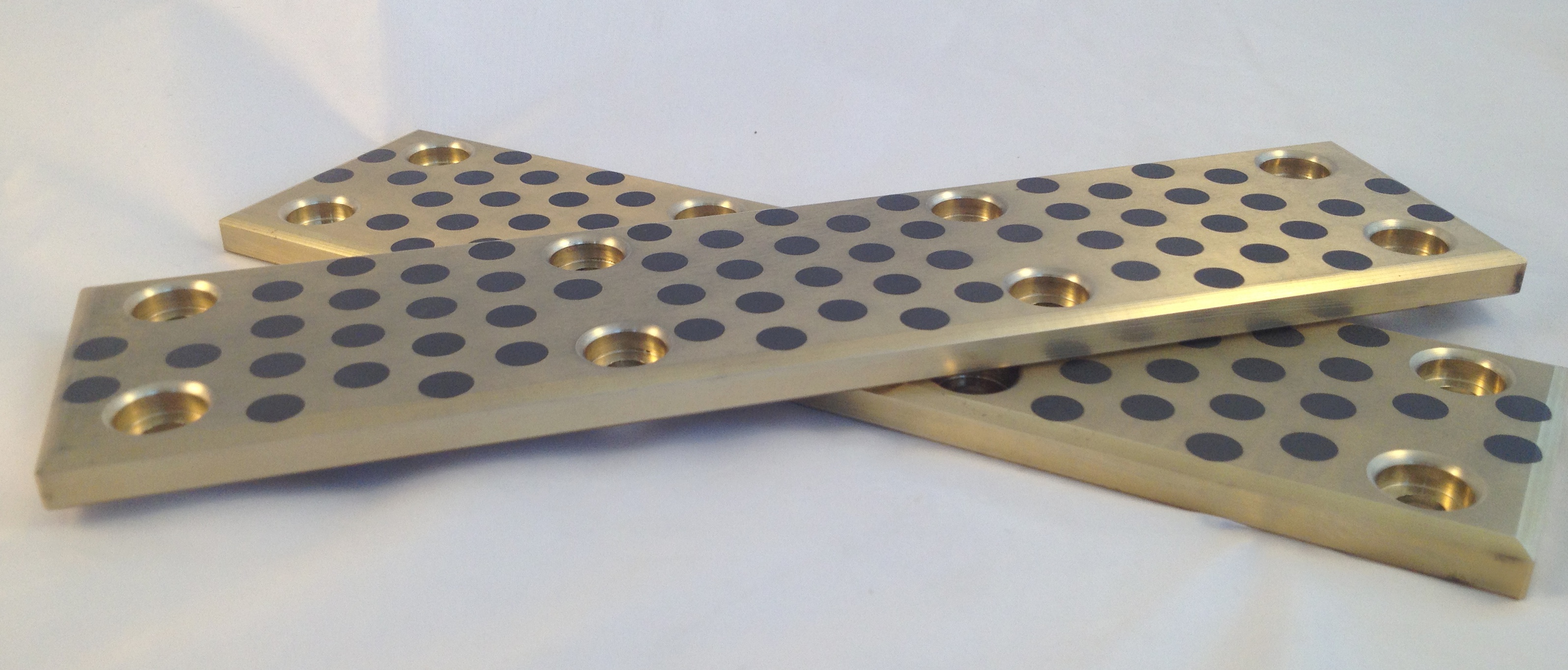
Now Offering a Standard Line of Self Lubricating Graphite Plugged Wear Strips